
电火花线切割加工条件是什么
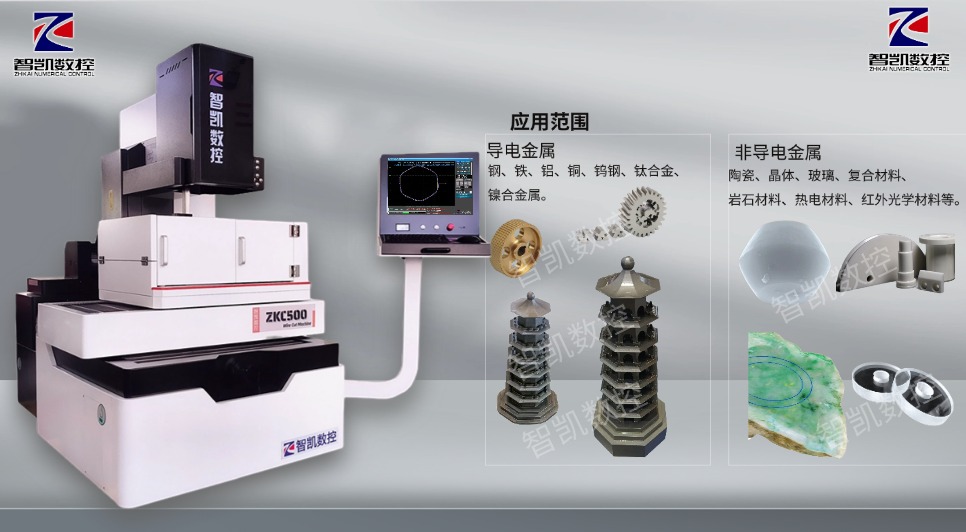
电火花线切割是一种利用电火花放电原理进行金属切割的加工方法。件条工加的割切线花火电。它通过在工件和电极之间产生高频脉冲电流,使工件表面的金属材料被电火花腐蚀剥离,从而实现切割目的。电火花线切割具有切割精度高、切割速度快、适用于各种材料等优点,被广泛应用于模具制造、航空航天、汽车制造等领域。下面智凯数控将介绍电火花线切割的加工条件。
1. 电极材料选择
电火花线切割的电极材。丝钼用采般一料的选择,慢走丝通常选择铜或铜合金。铜具有良好的导电性和热传导性能,能够有效地将电能转化为热能,提高切割效率。此外,铜还具有较高的耐腐蚀性,能够在电火花放电过程中减少电极的磨损。中国生产的中走丝和快走丝一般采用钼丝。
2. 工作液选择
电火花线切割需要在工件和电极之间形成放电通道,以实现切割效果。工作液是维持放电通道稳定的关键因素。常用的工作液有脱离液和冷却液。脱离液能够在放电过程中将产生的气泡排出,保持放电通道的稳定性;冷却液能够吸收放电过程中产生的热量,防止电极过热。常用的工作液有油基和水溶液等。
3. 放电参数设置
放电参数是影响电火花线切割效果的重要因素。常用的放电参数包括放电电流、放电脉冲宽度、放电频率等。放电电流决定了放电能量的大小,一般根据工件材料的硬度和厚度来确定;放电脉冲宽度决定了放电时间的长短,一般根据工件的精度要求来确定;放电频率决定了放电的次数,一般根据工件的切割速度来确定。
4. 工件固定方式
工件的固定方式对电火花线切割的加工精度和稳定性有很大影响。一般采用夹具固定工件,夹具应具有足够的刚性和稳定性,以确保工件在切割过程中不发生位移或变形。
5. 切割速度控制
切割速度是指单位时间内切割的长度,是衡量电火花线切割效率的重要指标。切割速度的选择应根据工件材料的硬度和厚度来确定,一般应在合理范围内控制,既要保证切割效果,又要提高生产效率。
6. 放电通道清理
电火花线切割过程中,放电通道会产生大量的金属屑和气泡,如果不及时清理,会影响放电通道的稳定性和切割效果。因此,需要定期清理放电通道,以保持切割质量。
7. 电极磨损补偿
电火花线切割过程中,电极会因为放电而磨损,导致放电通道变宽,影响切割精度。为了保持切割质量,需要定期对电极进行磨损补偿,使放电通道保持一定的宽度。
总之,电火花线切割的加工条件包括电极材料选择、工作液选择、放电参数设置、工件固定方式、切割速度控制、放电通道清理和电极磨损补偿等。合理的加工条件能够提高电火花线切割的加工效率和质量,满足不同工件的加工需求。
上一篇: 模具线切割是什么?五金模具线切割加工
下一篇: 电火花线切割加工主要应用于哪些领域







